Производство силикатного кирпича
Заводы силикатного кирпича от WKB Systems: инновационные технологии, индивидуальные решения и продукция самого высокого качества
Мы разрабатываем и производим инновационные технологические линии для производства силикатного кирпича. Наши решения подразумевают полное оснащение силикатных заводов и охватывают все участки производственного процесса. Мы всегда стремимся подобрать идеальное сочетание оборудования и отдельных линий, ведь только так можно обеспечить наивысшее качество производимой продукции. Узнайте больше о технологических линиях и комплексных решениях для производства силикатного кирпича от WKB Systems.
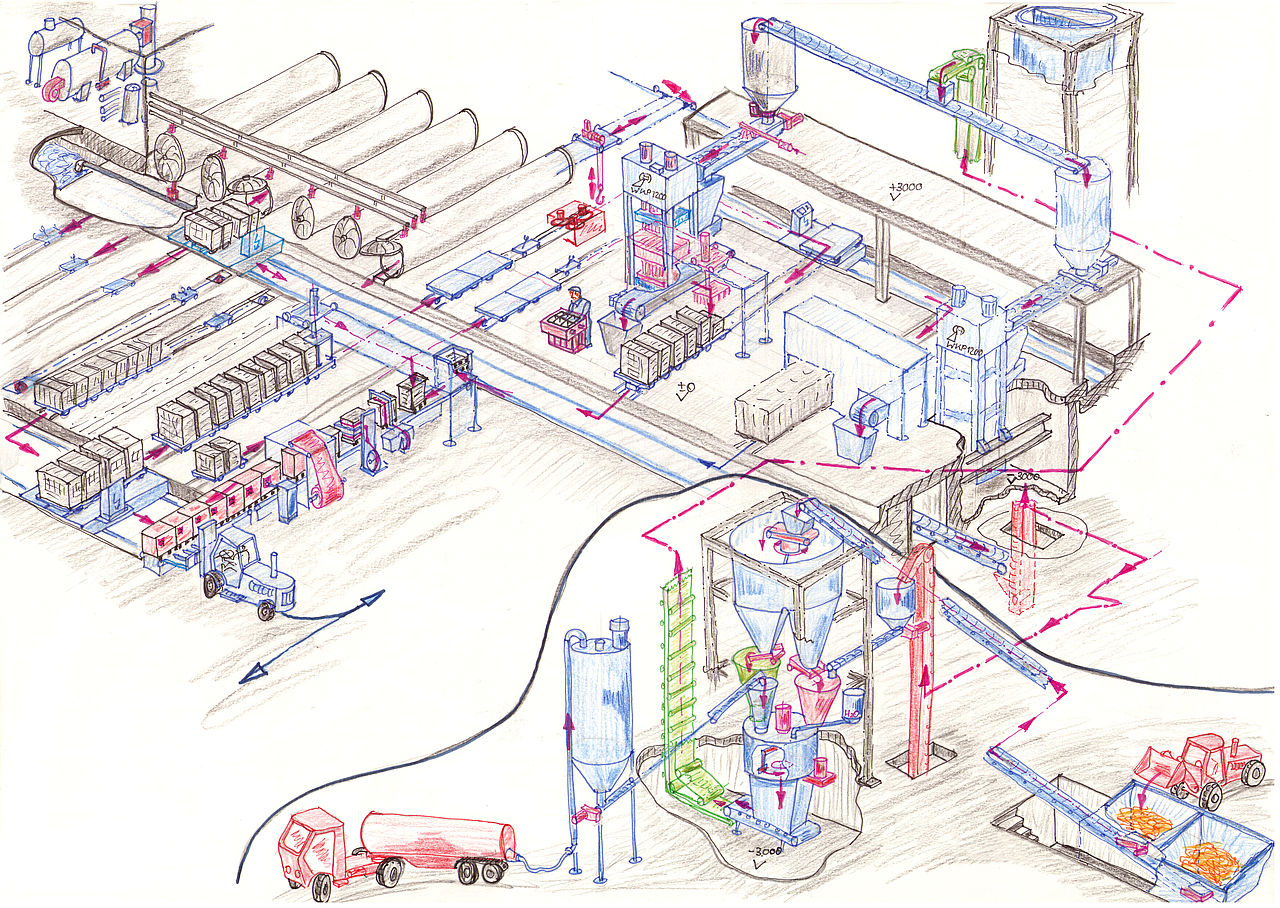
1Массоподготовка
Cырье для производства силикатного кирпича хранится в отдельных бункерах. При помощи системы подачи и дозирования сырье подается в установку предварительного смешивания. Здесь в еще сухую массу добавляется вода. Ссылка
2Реактор
Готовая смесь загружается в реакторы конвейерами и ковшовыми элеваторами, где известь направленно реагирует с водой и становится гидроксидом кальция. Ссылка
3Двухвальный смеситель
Двухвальный смеситель (или установка дополнительного смешивания) находится между реактором и прессом. Он оснащен автоматическим дозатором воды, обеспечивающим оптимальную влажность смеси перед прессованием. Ссылка
4Гидравлический пресс
Основной составляющей наших силикатных заводов являются прессы серии WKP. Их конструкция и электронное управление соответствуют самым высоким стандартам. На прессах серии WKP возможно производство полнотелого, пустотелого, цветного силикатного кирпича и кирпича с захватами. Прессы WKP гарантируют отличную геометрию и равномерную прочность кирпича. Ссылка
5Автоклавирование
Кирпич-сырец перемещается на запарочных вагонетках в автоклав, где он набирает прочность. Процесс автоклавирования происходит при температуре около 200 C и давлении водяного пара 16 бар. Длительность автоклавирования зависит от плотности и размеров кирпича и обычно составляет около восьми часов. Ссылка
6Оборот запарочных вагонеток
Пустые запарочные вагонетки подаются посредством электропередаточного моста для пустых вагонеток к участку прессования. Другой электропередаточный мост перемещает кирпич-сырец от пресса к автоклавам. После автоклавирования вагонетки с отвердевшим кирпичом принимает третий электропередаточный мост и транспортирует их на участок упаковки. Пустые запарочные вагонетки перемещаются к участку прессования посредством первого передаточного моста. Ссылка
7Очистка запарочных вагонеток
Установка очищает запарочные вагонетки от налипшей массы и, как следствие, гарантирует отсутствие царапин и более серьёзных повреждений кирпича. Ссылка
8Участок упаковки
Самый популярный метод упаковки: сочетание горизонтальной и вертикальной обвязки штабелей кирпича и упаковки в пленку. Ссылка
Наши заводы по производству силикатного кирпича включают в себя вышепредставленные участки. Мы также проектируем и производим специальное оборудование, как например смесительные установки для производства цветного кирпича.
Остались вопросы? Наши эксперты будут рады ответить на них.